MINI SMD Fire element analog pyroelektrisk infrarød sensor
Kunder i henhold til den anvendte type tinpasta, rimelig justering af reflow-svejseprocessen, såsom høj temperatur tinpasta, den anbefalede temperatur justeres til ca. 260 grader C, så tinpastaen smelter fuldt ud for at sikre, at MINI SMD Four Element Analog Pyroelektrisk Infrarød Sensor og PCB-pladesvejsning. (* Det anbefales, at kunden udfylder printpladen silke-skærm tinpasta, det tilsvarende sensormonterede positionscenter for at øge processen med prikning af rød lim, kan forbedre nøjagtigheden af svejsningspositionen til reflekssvejsning)
Model:PD-PIR-4021LA
Send forespørgsel
MINI SMD Fire element analog pyroelektrisk infrarød sensor
|
Features of MINI SMD Fire element analog pyroelektrisk infrarød sensor SMD monteringsproces til reflekssvejsning Analog signalbehandling Lav spænding, mikro-strømforbrug Ideel til ultratyndt produktdesign Stærkere anti-jamming-muligheder
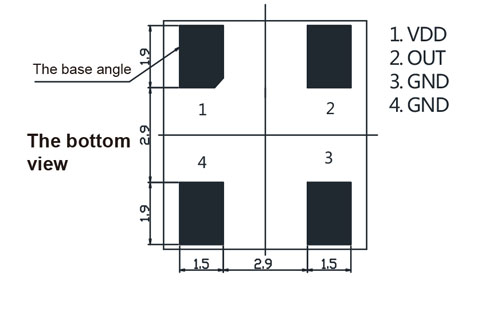
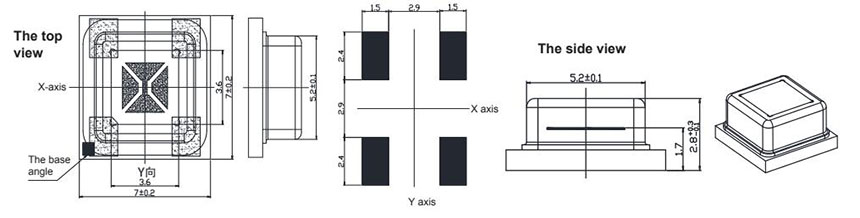
Produkt og anbefalet padstørrelsesdiagram
|
Application of MINI SMD Fire element analog pyroelektrisk infrarød sensor Infrarød bevægelsesdetektering Tingenes internet Bærbar enhed Smarte husholdningsapparater: Tv, klimaanlæg, digitale kameraer, computere Automatisk belysningskontakt: smart hjem, smarte lamper Sikkerhed, tyverisikringsudstyr til biler LCD-skærm Luftrenser Netværksovervågningssystem osv. Andet |
Produktemballage og identifikation
Skematisk diagram over produktbåndemballage
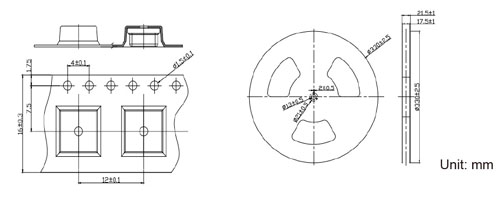
1) Standardmængden af hvert produkt er 1000 stk.
2) Hvert produkt strikkes mod uret, og fodringshullet er på venstre side af brugeren.
3) Etiketten, der er knyttet til hvert produkt, angiver tydeligt model, produktmængde, produktionsdato osv.
4) En grøn ROHS-etiket er anbragt på hvert produkt.
Grundlæggende parametre for sensoren
Alle arbejdsforhold, der overstiger den nominelle værdi i nedenstående tabel, kan forårsage permanent skade eller svigt på enheden.
Langvarig drift tæt på enhedens nominelle værdi kan påvirke sensorens levetid og pålidelighed.
|
Parameter |
Symbol |
Min |
Maks |
Enhed |
Bemærk |
|
Driftstemperatur |
TOT |
-30 |
70 |
℃ |
|
|
Spænding |
VDD |
3 |
10 |
V |
|
|
Betragtningsvinkel |
θ |
X = 110 ° |
Y = 90 ° |
° |
Synsfelt er teoretisk værdi |
|
Stuetemperatur |
TST |
-40 |
80 |
℃ |
|
|
Detektionsbølgelængde |
λ |
5 |
14 |
μm |
|
|
Infrarøde modtagelseselektroder |
|
2 * 1 |
|
2elementer |
|
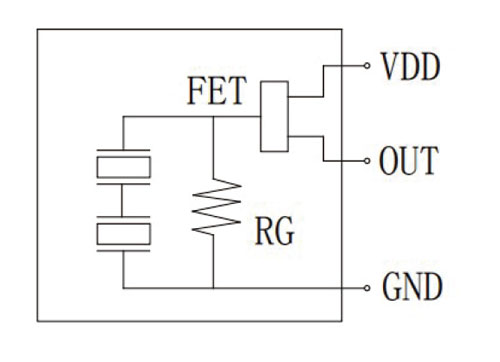
Ækvivalent kredsløbsdiagram
MINI SMD Fire element analog pyroelektrisk infrarød sensor welding conditions and precautions
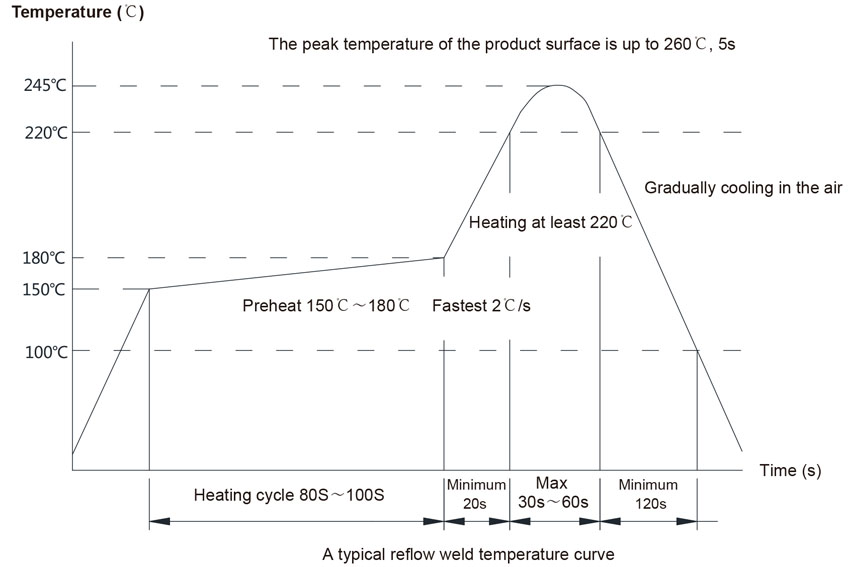
1.Se temperaturkurven vist i nedenstående figur for reflow-loddeprocessen. Det anbefales at indstille forvarmningszonen, varmezoneindstillingen, den højeste temperaturzone og kølezonen.
2.Hvis du bruger manuel lodning til lodning af PIR-puder, kan du bruge varmt forvitret tin fra bagsiden af PIR-monteringsbrættet til at fuldføre lodningen inden for 3 sekunder. Når man bruger svejsning, da svejsetemperaturen er ukontrollerbar, kan sensorens ydeevne falde på grund af over temperatur. Prøv at undgå manuel svejsning.
3. Det anbefales, at brugerne prøver at bruge den anbefalede padstørrelse i specifikationen, når de designer sensorstørrelsen.
4.Forholdsregler for svejseprocessen.
1) Rør ikke ved produktpuden med bare hænder inden svejsning af produktet, da dette kan føre til dårlig svejsning af produktet.
2) Hvis mængden af loddetinpasta-udskrivning ikke er ensartet, eller den ene side af pudens oxidation, kan føre til svejsning på begge sider af pudens tinhastighed ikke er ensartet, hvilket resulterer i, at produktsvejseprocessen giver en "standstone" -effekt, og endda produktet efter svejsning for at undslippe svejseområdet.
3) Hvis lokal pudeoxidation vil medføre lokal tinfejl, hvilket resulterer i, at sensorens ydeevne ikke fungerer korrekt.
4) Kunder i henhold til den anvendte type tinpasta, rimelig justering af reflow-svejseprocessen, såsom tinpasta med høj temperatur, den anbefalede temperatur justeres til ca. 260 grader C, så tinpastaen smelter fuldstændigt for at sikre, at produktet og PCB pladesvejsning godt. (* Det anbefales, at kunden udfylder printpladen silke-skærm tinpasta, det tilsvarende sensormonterede positionscenter for at øge processen med prikning af rød lim, kan forbedre nøjagtigheden af svejsningspositionen til reflekssvejsning)
5) Genløb ikke svejsning gentagne gange eller gentagen opvarmning, da det ellers vil påvirke sensorens levetid og ydeevne alvorligt.
6) Brug ikke ætsende kemikalier før og efter produktsvejsning til at rengøre eller aftørre det optiske filter på sensorens vindueshætte (vandfri ethanol anbefales til rengøring eller aftørring), da dette kan medføre, at sensoren svigter.
7) Når sensorproduktet er færdig med reflow-svejsning, skal du ikke trykke på filteret, ellers får det filteret til at synke, skal placeres mere end 2H til test eller brug.
8) Undgå at røre ved produktfilteret og dets svejseklemmer med metalplader eller bare hænder.
9) Operatøren skal bære et antistatisk armbånd, når han tager sensoren.
10) Følg nøje specifikationerne for produktsvejsefødderne til montering af svejsning, ellers fungerer sensoren ikke.